Virtual exhibit
That's the Spirit! The Making of Fine Canadian Whisky
That's the Spirit!
The Seagram Company and its products have a long-standing tradition in Waterloo, Ontario. The Seagram distillery operated in the heart of the city on the corner of Erb and Caroline Streets from 1857 to 1992. The Seagram Company created world-famous blends of Canadian whisky… but what went in to the creation of these fine spirits?
What Makes Whisky?
Ingredients:
Corn, rye, and barley are the core grains that go into Canadian whisky. The base of the whisky uses corn while rye and barley produce the flavouring. Through various treatments of these grains, Canada produced a vast array of whiskies.


Corn
Corn is one of the world’s most versatile grains and is the only one originating in the Americas. Any grain can be used to produce the base whisky. Corn that makes up about 85 percent of Canadian whisky, and is used by most distillers worldwide.
The Seagram Company played a key role in increasing the amount of Canadian corn used in Canadian whisky. In 1962, the company initiated a program to stimulate corn production in Canada. This project resulted in cold-tolerant corn that thrived in Manitoba.

Rye
Although Canadian whisky is often called rye, this nickname is a bit misleading. The principle ingredient of Canadian whisky is actually corn. Rye does remain one of the most important grains in the flavouring of Canadian whisky. Rye has a spicy taste and scent.

Barley
Barley is adaptable and easily grown. This grain plays a crucial role in both brewing and distilling. Though barley is used as a flavouring agent, it is more important as the source of malt. Malt is made by soaking the grains to turn their starches into sugar.

Yeast
Yeast is essential in the making of all beer, wine, and spirits. This tiny organism makes the alcohol and impacts the flavour of the final product. Distillers keep “libraries” of yeasts and guard their best strains carefully.

Water
A reliable source of pure water is important to making “the water of life.” Whisky production uses water extensively in mashing and cooling process. Demineralized water is added to the final aged and blended product to ensure the proper strength of alcohol.
Production:
From Mill to Still
“Production is the place to be
it’s better than the rest.
We grind and cook and cool and pump
and then we run a test.
Some have said that what we do
is hard to understand.
It may be so, but we are, as you know,
the best in all the land!”
Waterloo News corporate newsletter, February 14, 1975
The production team at the Seagram distillery was responsible for milling, mashing, fermenting, and distilling. Workers took care of these duties while maintaining cleanliness, timing, calculations, and control tests. Attention to quality was very important in these tasks.


Milling
The milling process grinds grain kernels to expose the starch. This made for a dusty job and miller’s asthma was a common worker illness. Donald Clayfield, a miller at the Waterloo Distillery, recalled that the grain “was ground to the correct specification [and] we had to take samples down to the lab every day and they’d say if it was too fine or too coarse.” Once ground, workers put the meal into a large tank called a mash tun for cooking.

Mashing and Fermenting
Workers mixed the meal with water in the mash tun to make the mash. The mixture was heated to release the starches and then cooled. Next, barley was added to help convert the starches to sugar. They mixture was cooled once more and then pumped it into fermenting tanks. Next, yeast was added to convert the sugar into alcohol.
Jack Petrie, a yeast room operator, said “when it was working [fermenting] there were bubbles on it and then in 48 hours or so it was dead, nothing on top.”

Distilling
The next step of the process was separating the alcohol from the mash. In the distilling stage, the mash is heated until the alcohol evaporated. This evaporated alcohol condenses and collects in a receiving tank. This first round would create a whisky with heavy flavour and colour meant for blending. A second distillation creates a lighter whisky.

The Hydrometer
Proof is the measure of the content of ethanol in a spirit. The higher the proof, the greater the alcohol content. A hydrometer was used to determine the proof of the alcohol produced. Using hydrometer tables, the distiller determines the proof of the mixture with specific gravity readings. Measuring the proof was important for determining the taxes levied on the final product.
Maturation and Warehousing:
Rolling Out the Barrels
Maturation is the gradual flavour development of whisky in a charred white oak barrel. While maturing, the whisky is absorbed and released by the oak barrel, gradually changing the colour and flavour. Warehouse workers were responsible for locating and moving 200-300 of these five-hundred pound barrels every day.


Barrel Warehouses
There were a total of seven warehouses at one time or another on the Seagram property in Waterloo. The small warehouses were capable of holding between 6000-7000 barrels at a time. In 1950, two massive warehouses were built with a capacity of 52,000 barrels each.

The Alchemy of Oak
Whisky ages in barrels made from the heart of white oak. These barrels give the smooth, mellow quality, flavour, colour, and aroma of mature whisky. The inside of a barrel is charred once to open the pores of the wood to allow breathing. In the summer, the pores expand and take in the whisky. In the winter, the pores shrink and force whisky back into the barrel. Each year, the whisky takes on more colour and flavour characteristics of the wood. Every whisky has its own specific ageing time. Samples are taken every six months to track its progress.

Barrel Inventory
During maturation, workers had to know where all the whisky was and where it would be going. This was quite the job to keep track of considering there were no computers to help in the beginning. Losing barrels was avoided at all cost, as the government charged duties on lost alcohol.

Removing a Barrel
On removal, workers would move from warehouse to warehouse to locate barrels. Withdrawal sheets and dump sheets would tell workers which warehouse and which barrels were needed. The Assistant Lead Hand had to find the barrels and tell the crew what to do for removal.

Coopering
The art of barrel making is one of the world’s oldest crafts. Even with new methods of storing and preserving, well-made barrels are essential in making quality wine and spirits.
Barrels were very important to the Seagram distillery. The plant employed as many as 16 coopers to keep the barrels in good repair. Coopers were one of the highest paying jobs in the plant. By the 1920s, the nearby Canada Barrels and Kegs Limited manufactured all new barrels. The distillery still employed coopers to repair broken barrels for reuse.
Bottling:
All Dressed Up
Once aged and blended, the whisky was pumped to the bottling room. The Seagram distillery’s bottling line had five jobs: bottle washing, filling, capping, dressing, and packing. During its peak, the Seagram distillery operated five different bottling lines at once.
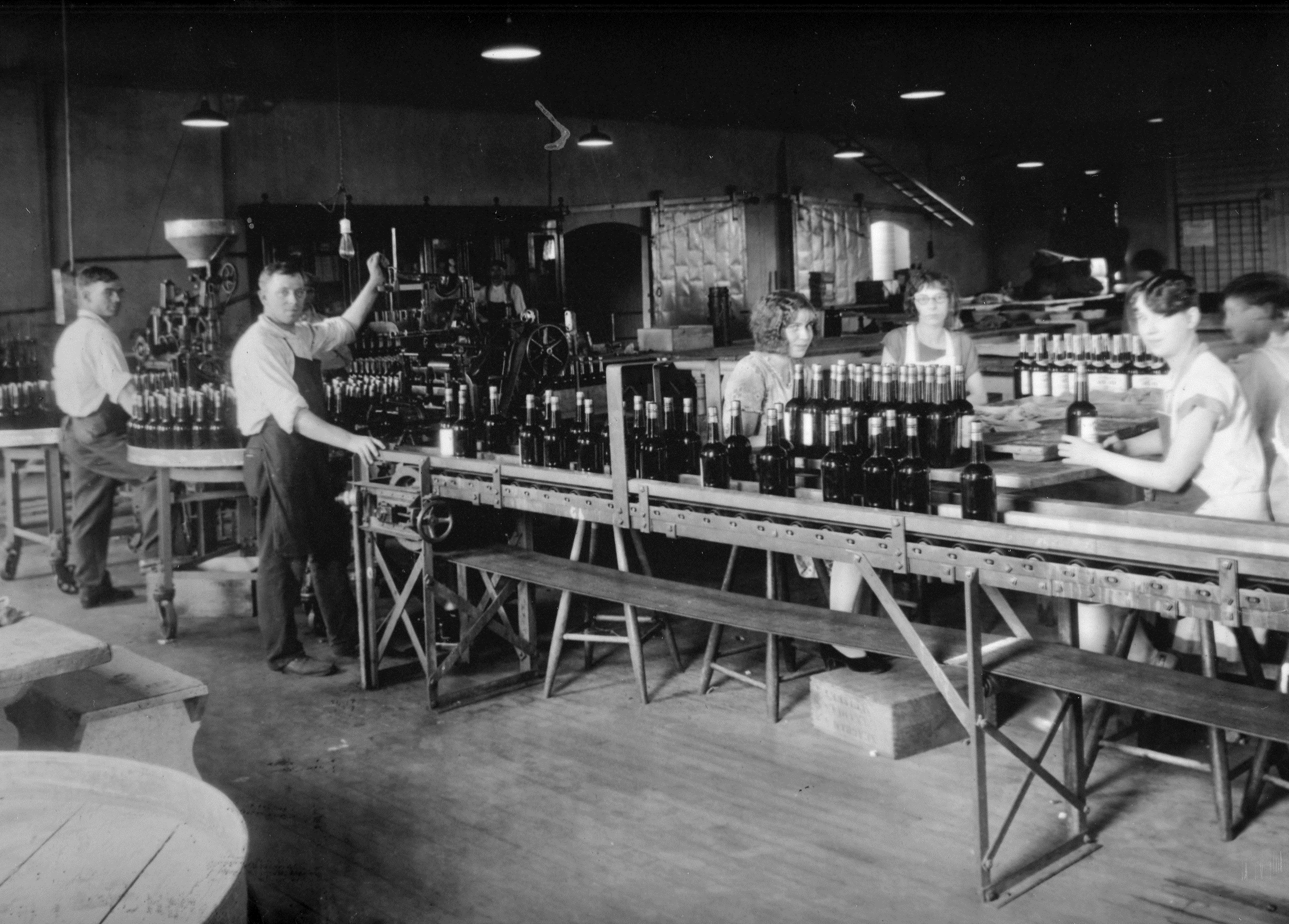

Working the Line
The bottling room was the domain of women. The “girls”, as they called themselves, took pride in their ability to work the fast-moving lines. The workers would measure their success by how quickly they could tie a ribbon or twist on a bottle cap. Speed was the key to success on the bottling line. To relieve the workers from the repetitive jobs on the bottling line, they rotated the employees. The forelady would assign workers to different jobs on a daily basis and keep watch over the lines.
“You just came in and got in your place and started taking the bottles off of the line one at a time and putting it on the wooden horse. One time you might be putting a label on, the next a skirt [neck label], or another time you’d be putting on a seal on the top or a star for 5 Star, or the ribbons for V.O. and you did everything individually.”

Quality Control on the Line
There were two locations on the bottling line for quality control checks. After the bottles were filled, workers passed them in front of a light box. The worker inspected the contents for any imperfections.
Once the bottles were dressed, a mirror was used to make sure that quality control standards were met. Any bottles with defective labels, ribbons, or caps were removed and the contents were emptied for reuse.
End of an Era
In 1992, the Waterloo Seagram Plant closed its doors after operating in the city for over a century, though the name is still known for its production of fine Canadian whisky.